生产工艺热轧 冷轧 精轧
形状U型
计重方式过磅
加工服务按需加工
加工定制是
质量等级A
运输方式货运 车运
执行标准国标
加工工艺分条
材质304L 316L
可售卖地全国
我们公司始终秉承“诚信、互助、共生、共赢”的经营理念,凭借实力、出众品质建立良好合作关系,我们公司的精神“诚信、奉献 、自律、追赶”;我们的服务宗旨是为您服务是我们刻不容缓的义务。
浅析304不锈钢工字钢加工折弯主要的注意事项
加工焊接:焊接之前应除掉有害于焊接的锈、油、水份、油漆等,选定适合钢种的焊条。点焊时间距比碳钢点焊间距短,除掉焊渣时应使用不锈钢管刷。焊完以后,为了防止局部腐蚀或强度下降,应对表面进行研磨处理或清洗。
切断以及冲压:由于不锈钢比一般材料强度高,所以冲压以及剪切时需要更高的压力,而刀与刀间隙准确时才能不发生切变不良和加工硬化,采用等离子或激光切断,当不得不采用气割或电弧切断时,对热影响区进行研磨以及必要进行热处理。
加工折弯:簿板可以折弯到180,但为了减少弯面的裂纹同半径大小板厚的,厚板沿压延方向时给板厚半径,与压延垂直方向弯曲时给板厚的半径是有必要的,特别是在焊接时,为了防止加工开裂应对焊接区进行表面研磨。
国内不锈钢工字钢发展的三个阶段
国不锈钢工字钢的消费与生产,拉动了不锈钢工字钢产业发展,阶段,不锈钢工字钢生产探索阶段,波动发展。第二阶段,不锈钢工字钢起步阶段,稳定发展。第三阶段,加速阶段,跨越发展。不锈钢工字钢生产很,大的国有钢铁企业不生产,因为本省市场需求量少,小规模上吨位的钢厂可以接单,但是造价出奇的高,消费者接受不了,但是的不锈钢工字钢生产可以接单,,交货速度快,焊接埋弧焊接工艺加工的不锈钢工字钢完全满足了国内市场的需求,激光焊接工艺的创新焊接加工满足了高标准不锈钢工字钢需求客户,目前按照国内设计要求,出产的不锈钢工字钢完全达到国内地位,这给不锈钢工字钢生产发展带来了机遇发展,我们有两个省产量超过1亿吨,和,还有和超过6000万吨。中国的布局尤为重要。更主要的是行业要为下一步创造更大价值的网络化,为用户提供不间断的性。今年1-3月份出现了变化,增速过快,去年不锈钢工字钢扩张去产能,给国内创造比较好的市场环境,我们效益比较好
这样能够保证了产品的度,随着大批量的不锈钢板条激光切割分条下料,结果不锈钢扁钢的变形比剪板机器分条变形的还要严重,不锈钢扁条的板面不平整,工人经过校直机器的反复校直才达到了焊接的标准,不锈钢激光切割虽然大大提高了生产的效率和不锈钢工字钢的尺寸度,但是用激光切割分条的不锈钢扁钢变形比剪板机变形要厉害的多,校直花费的人力和时间反而大大增加了,不锈钢工字钢焊接的时候变形也更加的厉害,无奈等客户收货检验的时候,有一半的产品遭遇了退货和重新校直要求反工,这样大大的增加了企业不锈钢工字钢加工的负担和人力,所以激光分条效率虽然高,但是变形大,优点和缺点共存.
不锈钢工字钢型号:5#、6#、8#、10#、12#、14#、16#、18#、20#
材质:201(1Cr17Ni5Mn6N )、 202(2Cr13Mn9Ni4) 、301(1Cr17Ni7)、 303(Y1Cr18Ni9)、 304(OCr18Ni9) 、304L (03Cr19Ni10)、316(0Cr17Ni12Mo2)、 316L(00Cr17Ni14Mo2)、 321 (1Cr18Ni9Ti)、420( 2cr13 )、 310S(0Cr25Ni20)
不锈钢工字钢的化学成分属一般结构用轧制钢材系列,主要检验指标为C、Mn、P、S四项。根据牌号不同,含量各有差别,大致范围为C<0.08%、Mn: 2.0、P<0.035%、S<0.03%。

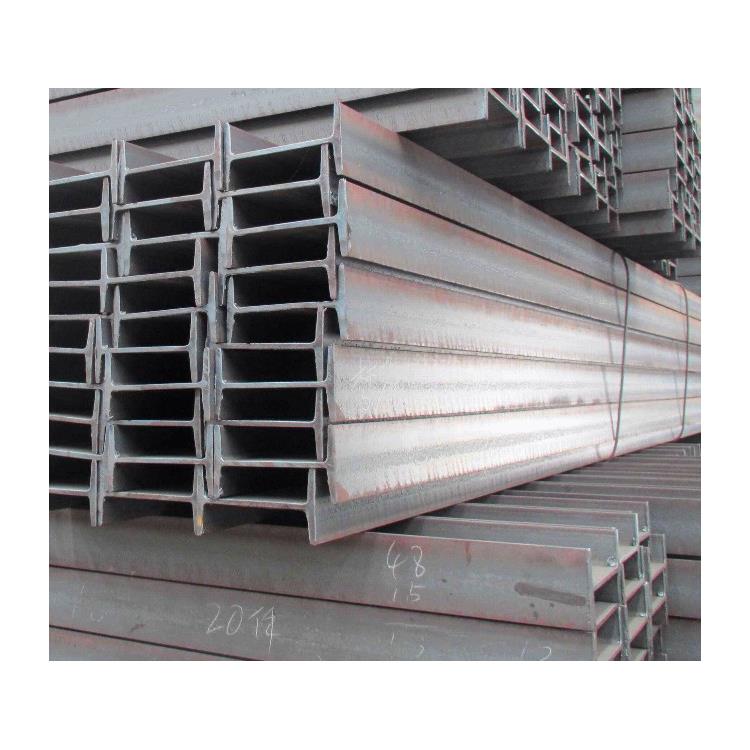
一、不锈钢工字钢概述
工字钢也称钢梁,是截面为工字形的长条钢材。工字钢的翼缘由根部向边上逐渐变薄的,有一定的角度,
工字钢的型号是用其腰高厘米数的阿拉伯数字来表示,腹板、翼缘厚度和翼缘宽度不同其规格以腰高( h)×腿宽(b)×腰厚(t)的毫数表示,如“工160×88×6”,即表示腰高为160毫米,腿宽为88毫米,腰厚为6毫米的工字钢。工字钢的规格也可用型号表示,型号表示腰高的厘米数,如工16#。腰高相同的工字钢,如有几种不同的腿宽和腰厚,需在型号右边加a b c 予以区别,如32a# 32b# 32c#等。

不锈铁系列?00Cr12、0Cr12、00Cr13、0Cr13、1Cr13、2Cr13、3Cr13、4Cr13、0Cr17、1Cr17、Y1Cr13(416)、Y1Cr17(430F)等。

浅析304不锈钢工字钢加工折弯主要的注意事项
加工焊接:焊接之前应除掉有害于焊接的锈、油、水份、油漆等,选定适合钢种的焊条。点焊时间距比碳钢点焊间距短,除掉焊渣时应使用不锈钢管刷。焊完以后,为了防止局部腐蚀或强度下降,应对表面进行研磨处理或清洗。
切断以及冲压:由于不锈钢比一般材料强度高,所以冲压以及剪切时需要更高的压力,而刀与刀间隙准确时才能不发生切变不良和加工硬化,好采用等离子或激光切断,当不得不采用气割或电弧切断时,对热影响区进行研磨以及必要进行热处理。
加工折弯:簿板可以折弯到180,但为了减少弯面的裂纹同半径大小好板厚的,厚板沿压延方向时给板厚半径,与压延垂直方向弯曲时给板厚的半径是有必要的,特别是在焊接时,为了防止加工开裂应对焊接区进行表面研磨。
重庆仁邦有限公司生产销售多种规格不锈钢板。标准全。常用规格之产品均设有大型发货仓,可以随时提供现货,特殊规格可定做
http://www.shenbaocgsteel.com